























BONETTA

un coutelier d'exception
Le premier couteau de Patrick Bonetta remonte à ses huit ans, époque où il prenait une place de choix sous l'oreiller aux côtés de l' objet précieux en l'occurrence la lampe de poche.
Hobbyste et passionné durant de longues années, il décide de s'établir coutelier professionnel en 1993 à la suite d'un divorce "violent" avec le monde informatique.
Cette décision fut d'ailleurs renforcer par la "cuisante" frustration de ne pas pu avoir acquérir un couteau signé H.Viallon, la liste d'attente étant trop longue... pas moins de 60 ans...
Installé presque à " l'ombre" des tours de la Défense, il est un des plus "parisien" des couteliers français, n'hésitant pas à manier de marteaux de forge dans un lieu où-les temps changent-cela est devenu peu banal.
L'atelier est celui de son grand-père et l'enclume dont il se sert n'a pas changé de place depuis 1934... l'ambiance générale est d'ailleurs garantie d'époque.
L'inspiration
C'est celle des couteliers de passion, à partir d'un style de base prenant la forme de petits customs massifs. L'inspiration consiste à courir à l'atelier et commencer une ou plusieurs lames sans déterminer d'avance ce que sera leurs touches finales. Tant le processus de forge, d'émenture et de montage, est dicté par l'évolution du travail de la matière; celle-ci dépend de la spontanéité du travail de l'artisan.
Il n'existe pas de gabarit de découpe ni de production à la chaîne, il s'agit de pièces artisanales faites par un coutelier d'art, chacune étant unique en son genre.
 Matériaux et techniques
Matériaux et techniquesLes lames réalisées par P.Beneta sont tout en acier forgé ce qui crée une structure granuleuse très fine bonifiant largement les qualités du métal.
Dans le choix de sa matière première, il est inconditionnel de la des"mangano siliceux" destinés à l'origine à réaliser des ressorts.
Se caractérisant par une souplesse et une nervosité parfaite, ces aciers sont adaptés à un usage en coutellerie par le choix systématique des nuances les plus carburées; ce sont notamment les normes AFNOR 55S7 et 60S7.
Entrant dans la catégories des "demi-durs", les aciers sont agréablement forgeables rendant tout juste un peu de dureté sous le marteau.
Leur taux de carbone permet la sendure de gorge-pour réaliser des structures "sandwich", et permet de même le recours à des trempes sélectives sans risquer des crevasses ou des tapures.
Ces aciers se trempent à l'huiles avec un revenu effectué dans la fourchette des 180-250° qui permet de d'atteindre les 55-60 rockwell. Le revenu est d'ailleurs pratiqué en chauffant la lame trempée jusqu'à ce qu'elle brûle un bloc de bois sec contre laquelle elle est plaquée. Le travail technique de ces aciers est conduit essentiellement selon la technique du sandwich, dont P.Beneta s'est fait une spécialité.
Le processus de fabrication-le plus traditionnel de tous-était très répandu dans la coutellerie préindustrielle et notamment médiévale car il permettait d'obtenir des lames très résistantes et en même temps économes au regard du précieux acier.
Plus récemment, les lames sandwich se sont surtout diffusées dans les pays nordiques, non seulement par tradition "préindustrielle" mais surtout grâce à l'avantage " géographique" représentée par ces lames: leur structure composite les rendant résistantes par grand froid, là où des aciers cassent comme du verre.
Actuellement cette technique est assez peu pratiquée en France, et reste essentiellement le monopole de la coutellerie d'art.
La plupart du temps elle est pratiquée pour insérer un tranchant homogène en feuilleté entre deux recharges de damas-qui est d'ailleurs souvent du damas mosaïque (esthétique mais peu résistant à la flexion).
La technique de forge, inspirée en partie par les couteliers Américains est simple dans son principe, mais elle reste toutefois très délicate à réussir parfaitement.
Il faut tout d'abord sélectionner des bancs d'accès durs ou demi-durs et de fer de taille sensiblement comparable, puis à en meuler et pâlir les surfaces afin de mettre le métal à nu.
La barre la plus carburée est alors insérée entre les deux barres les moins carburées puis la trousse est alors solidarisée par deux traits de soudure à l'arc à ses ceux extrémités.
Elle est ensuite sondée à un tube de fer destiné à en faciliter la manipulation (le choix d'une structure "creuse" limite la conduction de la chaleur).
Dans une phase préparatrice, la trousse est d'abord trempée dans du pétrole qui va pénétrer dans les moindres interstices par capillarité.
Cette artifice va permettre de générer à haute température une atmosphère moins exigeante donc plus favorable à la prise des soudures.
La chauffe de la trousse à lieu dans un premier temps au... le temps d'appliquer un peu de poudre à souder notamment au niveau de la tranche.
Lorsque celle-ci est celée par la chaleur, la vrai chaude de soudure à lieu. Une fois portée au blanc sondant-lorsque le métal commence à "jeter" des étincelles-la trousse est placée sur l'enclume puis forgée rapidement afin de l'homogénéiser sur toute sa longueur.
D'une façon générale, il faut compter une seule chaude de préparation, une ou deux chaude de soudure et enfin trois chaudes (en plus) d'étirage et de fermage de la lame: à tout cela se rajoute bien-sûr une chaude de trempe.
Si la lame "sandwich"se travaille comme n'importe quelle autre lame, il est en revanche possible d'en pousser la trempe (en conduisant celle-ci à plus haute température ou en effectuant un revenu à plus faible chaleur).
Cela permet d'augmenter la dureté donc la tenue de coupe de la partie centrale d'accès tout en bénéficiant d'une lame globalement peu cassante.
Dans la finition de ses lames, P.Beneta apprécie le "demi" brut de forge, la partie coupante étant finement polie-de façon à apprécier la structure composite fer accès.
Le dos de la lame est laissée naturelle ce qui donne tout l'aspect artisanal-mais permet de mieux protéger le couteau de l’oxydation ou même de l'abrasion. Il s'agit d'un bon moyen de priéger un objet destiné avant tout à être utilitaire. Les formes des couteaux sont massives et pures; massive car il s'agit avant tout de couteaux "utilitaires" faits pour "s'utiliser", et pure par un aspect biseauté et anguleux qui rappelle les formes japonaises.
Ces lames possèdent souvent une...creuse en concave qui assure un taillant efficace tout en permettant de constituer des lames à dos épais (c'est tout le principe des rasoirs à mains).
P.Boneta s'est fait une spécialité du couteau asymétrique à taillant désaxé comme le sont dans le monde que certaines lames Américaines (d'inspiration japonaise) ou Japonaise tout simplement. Le montage est assuré souvent par une plaquette rivetée, elle aussi asymétrique disposée de la manière à s'insérer dans le creux de la paume de son destinataire, gaucher ou droitier. Les matériaux utilisés pour réaliser les poignées couvrent une large gamme. Outre un élément moderne-le mécarta-P.Boneta utilise des matières nobles comme l'ébène, ou des matériaux moins conventionnels comme le de phacochère, la corne de béliers noirs ou de buffles d'eaux.
Les deux derniers éléments sont très finement polis après montage et leurs craquelures naturelles révélées à la colle... ce qui leur donne en surface un aspect esthétique très réussi.
 Les étuis
Les étuisToutes les lames sont "habillées" par M. Pony, un artisan de Nogent Le Retrou, spécialisé dans le travail des cuirs et des peaux-celui-ci ne réalise pas uniquement des gaines de couteaux, il compte aussi parmi ses clients quelques prestigieuses maisons parisiennes de luxe.
Toutes les matières sont utilisées-bien entendu le cuir brut, mais aussi et surtout des peaussercés "nobles" comme le galuchat, le crapaud, le serpent, le credo ou le buffle...
Petite anecdote, c'est souvent le couteau lui-même qui sert à tailler son futur étui, les lames étant d'ailleurs suffisamment affilées pour cela.
L'outillage
P.Boneta tire une certaine fierté de réaliser ses couteaux de A à Z sans l'aide d'outillage mécanique à l'exception d'un Bachstand à grand débattement fait sur mesure pour lui.
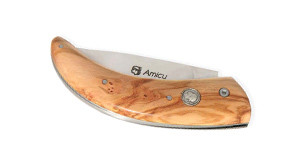
Selon toute philosophie-et en l'absence notamment d'une fraiseuse automatique-il a fait délibérément le choix de ne pas produire de pliants.
Sa forge, assez originale pour ne pas dire unique est caractérisée par une soufflerie inspirée par des systèmes de refroidissement de mémoire centrale d'ordinateurs.
La ventilation est assurée par toute une série d'évents de cuivres incrustés dans le ciment réfractaire constituant la plancher de la forge.
Leur espacement-tous les deux centimètre-permet de couvrir une large surface en forme de losange.
Une telle construction se révèle très utile pour forger des lames- ou faire du damas ou du sandwich-car toute la pièce est chauffée de façon uniforme. Une modulation très précise du débit d'air permet d'adapter la température à la nature du travail effectué- chauffe de soudure ou de forge simple).
L'aiguisage, une autre spécialité
A l'occasion d'un dîner dans les "grands" restaurants parisiens, vous avez eu toutes les chances d'utiliser un couteau aiguisé par P.Boneta. Il est en effet non seulement coutelier d'art mais aussi un des derniers...de la capitale.
S'étant fait une spécialité dans la restauration, il conduit son affûtage au backstand-de façon moderne.
Selon lui il s'agit du meilleur mode d'aiguisage possible car la pierre, en l’occurrence la bande abrasive est facilement renouvelable (il suffit d'en placer une neuve) et rien n'est plus facile d'en moduler l'abrasion en faisant varier le grain de celle-ci.
L'affûtage au backstand permet aussi de mieux lire le travail en évitant le phénomène de goutte d'eau qui masque le fil de la lame.
Enfin la vitesse imprimée à la bande permet de diminuer d'autant la pression (par rapport à celle nécessaire lorsque l'on effectue l'affirtage sur une pierre ou une meule) ce phénomène limite l'apparition d'un morfil.
La grande difficulté de cette technique est d'avoir suffisamment de doigté pour ne pas laisser le fil chauffer et donc détromper celui-ci.
Conclusion
En matière de coutellerie, il existe un domaine particulièrement attrayant en l’occurrence celui de la coutellerie d'art.
Son intérêt direct est de pouvoir obtenir des couteaux parfaitement uniques car fabriqués "à la main" et qui plus est d'un style particulier car chaque coutelier comme Patrick Boneta possède son style.
Le second intérêt est de pouvoir acquérir une lame pour la "vie" car d'une qualité très supérieure à la coutellerie industrielle car d'une part la forge, en resserrant le réseau... de l'acier améliore de façon notoire la qualité du métal et surtout le plus important, la forge permet de créer des structures mécaniques parfaites, à savoir le sandwich ou le damas.