























.png)
To be classed as a forged knife, the knife must be made out of a single piece of steel and entirely forged (blade, bolster and tang).
Forging works the steel fibres, resulting in a better cut.
To ensure the optimal cutting edge, special stainless steel, with a high carbon content is chosen. (C50C13)
The blade is the most important part of a kitchen knife.
In 'false' forged knives (where knives are soldered or semi-forged), only the bolster is forged. The blade is made out of a single piece but not forged.
1 Forging
Bands of steel are cut into billets, carefully calculated to conform to final specification of the knives.
These are then heated to 1150° centigrade to enable the process of hot forging to take place.
The red hot billets are carefully placed under a very strong drop hammer in a 3-part mould which exactly corresponds to the size of knife which is being produced.
Three hits or blows of the massive drop hammer are needed, one in each section of the mould, to forge the billet into the require shape.
Showers of sparks accompany this operation :
After forging the knife is returned to the furnace and heated to 800° C. This makes it malleable once more, in order to trim the rough shape to the form required.
The handle or tang is then pierced with exacting precision so the rivets can be mounted to the handle.

4 Assembling the handle

The two parts are individually matched to the tang, and drilled in order to assemble the handle.
5 Final polishing
After all the above processes are finished, the knives must now be given their polish. This operation is called "Final polishing".
Many different shaped tools are used in this final polishing process. You can also use polishing tools that take less space.
All production marks are removed giving the knife blade its final unique satin finish.
Finally, the blade is ready to be re-sharpened on a whetstone and stamped with the Sabatier K trade mark.
Before each knife is packed it has to be reinspected to be positive it meets the standards of excellence which is deserving of the brand Sabatier K.
Once this is ascertained the inspector covers every blade with a protective sleeve and it is ready for be packed. 
Each knife is then wrapped and packed for final shipping.
Discover our range of table stainless steel knives
What's the difference between carbon and stainless steel ?
Just because two items are made of steel doesn't necessarily mean they have the same type of steel. There are many different types of steel, the two most common being stainless steel and carbon steel. Although these two types of steel may look similar, there are a few essential nuances that distinguish one from the other.
 Stainless steel.
Stainless steel.
Also known as stainless steel, it lives up to its name by offering high resistance to stains caused by corrosion. Normally, when iron-based metals like steel are exposed to oxygen, they undergo a chemical transformation, called oxidation, which changes their properties. Iron oxidizes, transforming the otherwise hard iron into a reddish-brown metal (iron oxide). Iron oxide eventually oxidizes and can disintegrate completely into powder.
Stainless steel is designed to protect against oxidation. It has a minimum chromium content of 10.5% by mass. This is important because chromium, unlike iron, is not sensitive to oxidation. Chromium can be exposed to oxygen without developing rust or corrosion, making it an invaluable element in the creation of stainless steel. Stainless steel has a protective chromium layer that creates a barrier between ambient oxygen and the iron in the metal, protecting it from corrosion.
Carbon steel
Carbon steel is characterized by a high carbon content, typically up to 2.1% by weight.
What are the advantages of carbon steel? The use of high carbon content modifies the characteristics of steel. Specifically, it becomes stronger and harder. This is why many swords, knives and other edged weapons are made with high-carbon steel.
That's right, carbon steel rusts because it lacks the corrosion-resistant properties of its stainless steel counterpart. Although stronger and more durable than stainless steel, carbon steel can rust and corrode when exposed to moisture. Even small amounts of moisture, including water vapor in the air, can cause carbon steel to rust. In addition, carbon steel is less ductile (less able to deform plastically without breaking) than stainless steel.
On the other hand, the big advantage of carbon is its re-sharpening qualities compared to stainless steel.
If you take care of your knife and methodically wipe it down after each use, it's best to choose a carbon blade.
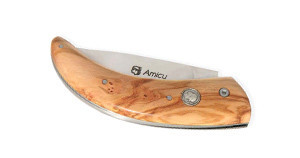
What steels do you use for laguiole knife blades ?
Which steel to use? The best-known knife blade steel is 440 steel, which our Opinel and laguiole-loving grandfathers knew and appreciated so well.

This steel is easily sharpened with any sharpening stone or sharpening gun, always to hand in the bag. But this beloved classic 440 blade darkens over time, it also needs polishing, buffing, never washing it in water after cooking, wiping regularly with a cloth to prevent oxidation - in short, it requires special attention to stay perfect.
Fortunately, steel alloys have evolved since our forefathers. Metallurgy has created a steel more suited to cutlery. 440 steel, renamed 440 stainless steel, is the modern version of the steel of our forefathers. It's the most widely used, and the white stainless steel blade doesn't blacken. It requires a little more know-how in sharpening techniques, but this disadvantage is minimal compared to the quality acquired.
The 12C27 steel is also getting a lot of good press, and rightly so: it combines the qualities of the first two steels mentioned above, without any of their shortcomings (easy to maintain and no worries about oxidation).
As far as our laguiole folding knives are concerned, a 440C steel blade is always a guarantee of top quality for frequent use.
What is Damascus steel? This is a separate topic, which we invite you to discover here.